Toz haline getirme işleminin (hava akışlı değirmen veya mekanik değirmen gibi) etkisi nedir? Modül (M): 2,9±0,1 toz halinde sodyum silikat parçacık boyutu dağılımı hakkında?
Kimya endüstrisinde toz halindeki sodyum silikat, önemli bir inorganik silikon ürünüdür ve benzersiz fiziksel ve kimyasal özelliklerinden dolayı yaygın olarak kullanılmaktadır. Tongxiang Hengli Chemical Co., Ltd, sodyum silikat ve potasyum silikat gibi 30'dan fazla çeşidi içeren inorganik silikon ürünlerinin üretiminde uzmanlaşmıştır. Bunlardan toz su bardağı (model HLNAP-3, modül 2,9±0,1), sıvı su camının kurutulup püskürtülmesiyle yapılan bir üründür. İçeriğinin yüksek olması, nem oranının düşük olması, taşıma ve depolama kolaylığı gibi önemli avantajlara sahiptir. Deterjanlarda, çimento çabuk kuruyan katkı maddelerinde ve diğer alanlarda yaygın olarak kullanılmaktadır. Toz haline getirilmiş sodyum silikatın üretim sürecinde toz haline getirme işlemi, parçacık boyutu dağılımını etkileyen temel faktörlerden biridir. Farklı toz haline getirme işlemleri (hava akışlı öğütücü veya mekanik öğütücü gibi), ürünün parçacık boyutu dağılımı üzerinde farklı etkilere sahip olacak ve dolayısıyla ürünün performansını ve uygulama etkisini etkileyecektir.
1. Toz haline getirilmiş sodyum silikata genel bakış
Anında toz haline getirilmiş su camı olarak da bilinen toz haline getirilmiş sodyum silikat, sıvı su camından kurutma, kırma ve diğer işlemlerle elde edilen katı bir üründür. Sıvı su camı ile karşılaştırıldığında içeriğinin yüksek olması, su içeriğinin düşük olması, taşıma ve depolama kolaylığı, paketleme ve taşıma maliyetlerinden tasarruf edilmesi, hızlı bir şekilde çözülüp sahada kullanılabilmesi gibi önemli avantajlara sahiptir. Tongxiang Hengli Chemical Co., Ltd'nin hazır toz haline getirilmiş sodyum silikat - HLNAP-3'ünü örnek olarak alırsak, modülü (M) 2,9±0,1, silikon dioksit içeriği (SiO₂) %55,0-60,0 arasındadır, Na₂O içeriği %22,0-26,0 arasındadır, yığın yoğunluğu 0,69Kg/L'dir, çözünme hızı (30°C) ≤240S'dir ve parçacık boyutu (%100 ağ geçiş hızı) ≥95'tir. Bu performans göstergeleri, deterjanlarda, çimento çabuk kuruyan katkı maddelerinde, endüstriyel tıkaçlarda, yüksek sıcaklığa dayanıklı bağlayıcılarda ve diğer alanlarda yaygın olarak kullanılmasını sağlar.
2. Kırma işleminin sınıflandırılması ve prensibi
Kırma işlemi, büyük malzeme parçalarının istenilen tane boyutuna kadar kırılması işlemidir. Kırma prensibine ve ekipmanına göre, yaygın kırma işlemleri arasında hava akışlı değirmen ve mekanik değirmen bulunur.
(I) Hava akış değirmeni
Hava akışlı değirmen olarak da bilinen hava akışlı değirmen, malzeme parçacıklarının birbirine ve parçacıklar ile cihazın duvarı arasında çarpışmasını ve sürtünmesini sağlamak için yüksek hızlı hava akışını (basınçlı hava, aşırı ısıtılmış buhar veya diğer gazlar gibi) kullanan bir cihazdır. Çalışma prensibi şu şekildedir: basınçlı hava, nozül boyunca yüksek hızlı bir hava akışı oluşturur ve malzeme, yüksek hızlı hava akışıyla tahrik edilen kırma odasına girer. Kırma odasında, malzeme parçacıkları arasında, parçacıklar ile hava akışı arasında ve parçacıklar ile cihazın duvarı arasında şiddetli çarpışmalar, sürtünmeler ve kesmeler meydana gelir ve böylece malzeme ezilir. Ezilen malzeme hava akımı ile sınıflandırma odasına girer. Sınıflandırma odasında, parçacık boyutu gereksinimlerini karşılayan ince parçacıklar, merkezkaç kuvveti ve hava akışı ile ayrılırken, kaba parçacıklar, gerekli parçacık boyutu gereksinimlerine ulaşılana kadar kırmaya devam etmek üzere kırma odasına geri döner.
Hava akışlı değirmen aşağıdaki özelliklere sahiptir:
Kırma işlemi sırasında malzemeye uygulanan mekanik kuvvet küçüktür ve aşırı ısınması kolay değildir. Isıya duyarlı, erime noktası düşük ve saflığı yüksek malzemelerin kırılması için uygundur.
Ezilen malzemenin parçacık boyutu dağılımı dardır, parçacık boyutu tekdüzeliği iyidir ve mikron düzeyinde, hatta nano düzeyde kırma elde edilebilir.
Ekipman basit bir yapıya sahiptir, temizlenmesi ve bakımı kolaydır, steril ve kirlilikten uzak bir ortamda kırma işlemlerine uygundur.
Kırma verimi yüksektir, sürekli üretilebilir ve büyük üretim kapasitesine sahiptir.
(II) Mekanik değirmen
Mekanik değirmen, malzeme parçacıklarını kırmak için mekanik kuvvet (darbe kuvveti, taşlama kuvveti, kesme kuvveti vb.) kullanan bir cihazdır. Yaygın mekanik değirmenler arasında bilyalı değirmenler, Raymond değirmenler, çekiçli değirmenler vb. yer alır. Bilyalı değirmeni örnek olarak alırsak, çalışma prensibi şu şekildedir: bilyalı değirmenin silindirine belirli sayıda ve boyutta öğütme ortamı (çelik bilyalar, porselen bilyalar vb.) yerleştirilir. Silindir döndüğünde, öğütme ortamı merkezkaç kuvveti ve sürtünme etkisi altında belirli bir yüksekliğe kaldırılır ve daha sonra malzeme üzerinde darbe ve öğütme etkisi olan parabolik bir şekle düşer, böylece malzeme ezilir. Kırma işlemi sırasında malzeme, öğütme ortamı tarafından sürekli olarak darbeye maruz bırakılır ve öğütülür, ayrıca silindir içinde sürekli olarak döndürülür ve karıştırılır, böylece malzemenin kırılması ve homojenleştirilmesi sağlanır.
Mekanik değirmen aşağıdaki özelliklere sahiptir:
Geniş bir uygulama alanına sahiptir ve çeşitli sertlik ve özelliklere sahip malzemeleri kırmak için kullanılabilir.
Ekipman basit bir yapıya, düşük maliyete ve kolay bakıma sahiptir.
Kırma verimliliği nispeten düşüktür ve kırma işlemi sırasında kolayca ısı üretilir, bu da malzemenin performansı üzerinde belirli bir etkiye sahip olabilir.
Ezilmiş malzemenin parçacık boyutu dağılımı geniştir ve parçacık boyutu tekdüzeliği zayıftır.
3. Farklı kırma işlemlerinin toz haline getirilmiş sodyum silikatın parçacık boyutu dağılımı üzerindeki etkisi
(I) Hava akışlı değirmenin toz haline getirilmiş sodyum silikatın parçacık boyutu dağılımı üzerindeki etkisi
Dar parçacık boyutu dağılımı ve iyi tekdüzelik: Hava akışı değirmeni, malzeme parçacıklarının çarpışmasını ve ezilmeyi sağlamak için birbirine sürtünmesini sağlamak için yüksek hızlı hava akışı kullandığından, kırma işlemi sırasında malzeme parçacıkları üzerindeki kuvvet nispeten eşittir, bu nedenle ezilmiş toz haline getirilmiş sodyum silikatın parçacık boyutu dağılımı dardır ve parçacık boyutu tekdüzeliği iyidir. Örneğin, hava akışlı değirmenin kırma işlemi sırasında malzeme parçacıkları, yüksek hızlı hava akışının tahriki altında yüksek hızda birbirleriyle çarpışır. Çarpışma sırasında oluşan darbe kuvveti ve kesme kuvveti, malzeme parçacıklarının eşit şekilde kırılmasını sağlayabilir, böylece nispeten konsantre parçacık boyutu dağılımına sahip bir ürün elde edilebilir.
Ultra ince kırma elde edebilir: Hava akışlı değirmen, yüksek kırma verimliliğine sahiptir ve mikron düzeyinde ve hatta nano düzeyde kırma elde edebilir. Modülü (M): 2,9±0,1 olan toz halindeki sodyum silikat için, hava akışlı öğütücüyle öğütme işlemi parçacık boyutunu daha küçük bir aralığa, örneğin mikron seviyesinin altına kadar ezebilir, böylece ürünün spesifik yüzey alanını ve reaktivitesini artırarak uygulama sürecinde daha iyi bir rol oynayabilir. Örneğin, deterjan alanında, ultra ince toz haline getirilmiş sodyum silikat, deterjanların yıkama etkisini geliştirmek için diğer bileşenlerle daha iyi karıştırılabilir; Çimento çabuk kuruyan katkı maddeleri alanında, ultra ince toz halindeki sodyum silikat, çimentoyla daha hızlı reaksiyona girebilir ve çimentonun priz süresini kısaltabilir.
Parçacık boyutu dağılımının güçlü kontrol edilebilirliği: Hava akışı değirmeni, hava akış hızı, toz haline getirme odası basıncı ve sınıflandırıcı hızı gibi işlem parametrelerini ayarlayarak malzemenin toz haline getirme parçacık boyutunu ve parçacık boyutu dağılımını kontrol edebilir. Örneğin, hava akış hızının arttırılması, malzeme parçacıkları arasındaki çarpışma enerjisini artırabilir, böylece toz haline getirme verimliliğini artırabilir ve toz haline getirme sonrasında parçacık boyutunu azaltabilir; Sınıflandırıcı hızının ayarlanması, sınıflandırma odasındaki merkezkaç kuvvetinin boyutunu değiştirebilir, böylece ayrılan ince parçacıklı malzemenin parçacık boyutu aralığı kontrol edilebilir ve parçacık boyutu dağılımının hassas kontrolü elde edilebilir.
(II) Mekanik öğütmenin toz haline getirilmiş sodyum silikatın parçacık boyutu dağılımı üzerindeki etkisi
Parçacık boyutu dağılımı geniştir ve tekdüzelik zayıftır: Mekanik taşlama, malzeme parçacıklarını kırmak için esas olarak mekanik kuvvet (darbe kuvveti, taşlama kuvveti vb.) kullanır. Kırma işlemi sırasında malzeme parçacıklarına etki eden kuvvet eşit değildir, dolayısıyla toz haline getirilmiş sodyum silikatın kırma sonrasında parçacık boyutu dağılımı geniştir ve parçacık boyutu tekdüzeliği zayıftır. Örneğin, bilyalı değirmen kırma işleminde, öğütme ortamının hareket yörüngesinde ve darbe kuvvetinde belirli bir rastlantısallık vardır, bu da tutarsız derecede malzeme parçacığına yol açarak parçacık boyutunda büyük bir farka neden olur. Bazı parçacıklar çok ince bir şekilde ezilirken diğerleri hâlâ büyük olduğundan ürünün parçacık boyutu dağılım aralığı geniştir.
Büyük kırma parçacık boyutu: Hava akışlı değirmenlerle karşılaştırıldığında, mekanik değirmenlerin kırma verimliliği nispeten düşüktür ve ultra ince kırma elde etmek zordur. Toz halindeki sodyum silikat, ezildikten sonra daha büyük bir parçacık boyutuna sahiptir. Modülü (M): 2,9±0,1 olan toz halindeki sodyum silikat için, mekanik değirmende kırma işlemi genellikle parçacık boyutunu yalnızca onlarca mikron aralığına veya hatta daha kabasına kadar kırabilir, bu da ürünün performansını ve uygulama aralığını belirli bir dereceye kadar etkileyecektir. Örneğin, hassas döküm alanında, dökümlerin yüzey kalitesini ve hassasiyetini sağlamak için ince toz haline getirilmiş sodyum silikat gerekirken, mekanik öğütme ile kırılan ürünler bu gereksinimleri karşılamayabilir.
Parçacık boyutu dağılımının zayıf kontrol edilebilirliği: Mekanik öğütmenin işlem parametreleri nispeten sabittir ve parçacık boyutu dağılımının kontrol edilebilirliği zayıftır. Ezme etkisi, öğütme ortamının boyutunun, miktarının, silindir hızının ve diğer parametrelerinin ayarlanmasıyla etkilenebilmesine rağmen, bu tür ayarlama aralığı sınırlıdır ve parçacık boyutu dağılımının hassas kontrolünü sağlamak zordur. Bu nedenle, mekanik öğütme yoluyla kırılan toz halindeki sodyum silikatın parçacık boyutu dağılımı çoğu zaman yeterince kararlı değildir ve malzeme özellikleri ve ekipmanın çalışma durumu gibi faktörlerden kolaylıkla etkilenir.
4. Kırma işleminin tane boyutu dağılımına etkisini etkileyen faktörler
(I) Malzeme özellikleri
Malzemenin sertliği, kırılganlığı, nemliliği ve diğer özellikleri kırma işleminin tane boyutu dağılımı üzerindeki etkisini etkileyecektir. Daha yüksek sertliğe ve daha fazla kırılganlığa sahip malzemeler, hava akışıyla öğütme işlemi sırasında daha kolay ezilir ve parçacık boyutu dağılımının kontrolü daha kolaydır; Daha düşük sertliğe ve daha fazla tokluğa sahip malzemeler için mekanik öğütme daha uygun olabilir ancak parçacık boyutu dağılımı daha geniş olabilir. Ayrıca malzemenin nemi de ezilme etkisini etkileyecektir. Çok yüksek neme sahip malzemeler, kırma işlemi sırasında topaklanmaya eğilimlidir ve bu da eşit olmayan parçacık boyutu dağılımına neden olur.
(II) Ekipman parametreleri
Farklı kırma ekipmanı, hava akış hızı, kırma odası basıncı ve hava akışlı değirmenin sınıflandırıcı hızı ve mekanik değirmenin öğütme ortamının boyutu, miktarı ve silindir hızı gibi farklı parametre ayarlarına sahiptir. Bu parametreler malzemenin ezilme etkisini ve parçacık boyutu dağılımını doğrudan etkileyecektir. Örneğin, hava akışlı değirmende, hava akış hızının arttırılması, malzeme parçacıklarının çarpışma enerjisini artırabilir, dolayısıyla parçacık boyutunu azaltabilir, ancak çok yüksek bir hava akış hızı, ekipmanın daha fazla aşınmasına ve enerji tüketiminin artmasına neden olabilir; Mekanik değirmende, öğütme ortamının sayısını arttırmak ve öğütme ortamının çapını azaltmak, kırma verimliliğini artırabilir ancak aynı zamanda ekipmanın yükünü ve aşınmasını da artıracaktır.
(III) Üretim süreci
Üretim sürecinin rasyonelliği, kırma işleminin parçacık boyutu dağılımı üzerindeki etkisini de etkileyecektir. Örneğin kırma işleminde malzeme besleme hızı, kırma süresi gibi faktörler kırma etkisini etkileyecektir. Besleme hızı çok hızlı olursa malzeme kırma odasında çok kısa süre kalacak, bu da yetersiz kırmaya ve parçacık boyut dağılımının genişlemesine yol açacaktır. Kırma süresi çok uzunsa malzeme aşırı kırılacak, bu da enerji tüketimini ve ekipman aşınmasını artıracaktır. Aynı zamanda malzemenin topaklaşmasına neden olabilir ve parçacık boyutu dağılımını etkileyebilir.
5. Kırma işleminin seçimi ve optimizasyonu
(I) Ürün gereksinimlerine göre kırma işlemini seçin
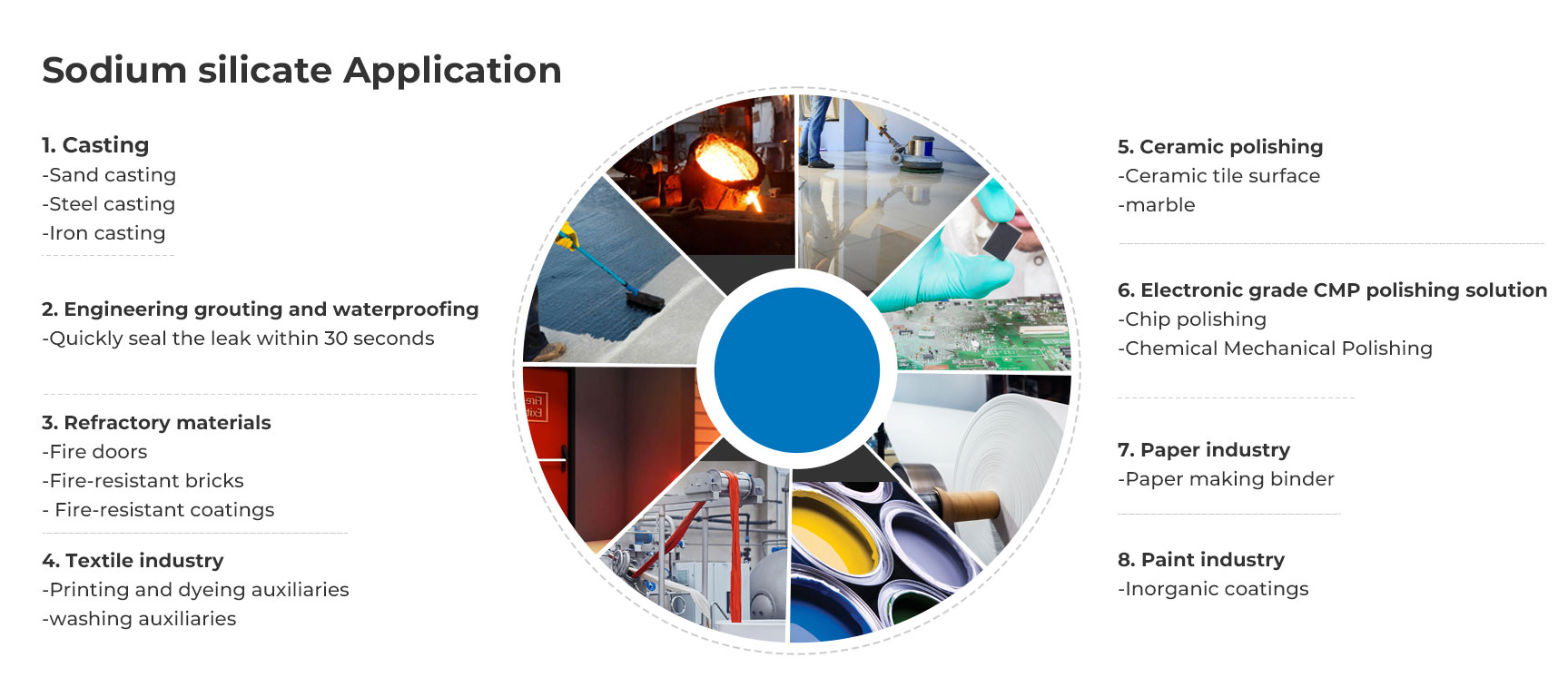
Farklı uygulama alanlarının, toz halindeki sodyum silikatın parçacık boyutu dağılımına ilişkin farklı gereksinimleri vardır. Örneğin, elektronik ve hassas döküm alanlarında, ürünün performansını ve kalitesini sağlamak için genellikle dar parçacık boyutu dağılımına ve tekdüze parçacık boyutuna sahip toz haline getirilmiş sodyum silikat gerekir. Bu noktada hava akışlı değirmen kırma işlemi tercih edilmeli; Tarım ve kağıt yapımı gibi parçacık boyutu gereksinimlerinin çok yüksek olmadığı bazı alanlarda, üretim maliyetlerini azaltmak için mekanik değirmen kırma işlemi seçilebilir. Tongxiang Hengli Chemical Co., Ltd, toz halinde sodyum silikat ürettiğinde, müşterilerin farklı ihtiyaçlarını karşılamak için kırma işlemini farklı ürün modellerine ve uygulama gereksinimlerine göre makul bir şekilde seçebilir.
(II) Ekipman parametrelerini ve üretim sürecini optimize edin
İdeal tane boyutu dağılımını elde etmek için kırma ekipmanının parametrelerini ve üretim sürecini optimize etmek gerekir. Hava akışlı değirmenler için en iyi kırma koşulları, en iyi parçacık boyutu dağılımını elde etmek amacıyla hava akış hızı, kırma odası basıncı ve sınıflandırıcı hızı gibi parametrelerin ayarlanmasıyla bulunabilir; mekanik değirmenler için, uygun öğütme ortamının seçilmesi, öğütme ortamının sayısı ve çapının ayarlanması ve silindir hızı gibi parametrelerin kontrol edilmesi yoluyla kırma verimliliği ve parçacık boyutu tekdüzeliği geliştirilebilir. Aynı zamanda kırma işleminin stabilitesini ve güvenilirliğini sağlamak için malzemenin besleme hızının ve kırma süresinin makul şekilde kontrol edilmesi de gereklidir.
(III) Birden fazla kırma işleminin birleştirilmesi
Gerçek üretimde daha iyi kırma etkisi elde etmek için birden fazla kırma işlemi birleştirilebilir. Örneğin, malzemeyi önce kaba kırmak için mekanik değirmen kullanılır, ardından ince kırma ve sınıflandırma için jet değirmen kullanılır. Bu, yalnızca kırma verimliliğini artırmakla kalmayıp aynı zamanda parçacık boyutu dağılımının tek biçimli olmasını da sağlayan iki kırma işleminin avantajlarından tam anlamıyla faydalanılmasını sağlayabilir. Bu kombine kırma işleminin, yüksek parçacık boyutu gereksinimleri olan bazı toz halindeki sodyum silikatların üretiminde belirli uygulama beklentileri vardır.



")





")